Prototyping Electronic Circuit Connectors with High Precision 3D Printing
To learn how 3D printers are used in the world of electronic components, we interviewed Mr. Ryozo Koyama of Hirose Electric who led the introduction of the 3D printer.

Connectors are important parts that connect cables and substrates on which countless electronic circuits run.
Additive Manufacturing News
Additive Manufacturing Resources


Boston Micro Fabrication

Latest News
February 13, 2023
3D Printing
Hirose Electric manufactures electronic circuit connectors used in a wide range of applications including smartphones, in-vehicle equipment, and industrial equipment. Electronic circuits are becoming faster, higher voltage, smaller, and more complex and product standards are evolving daily. Connector manufacturers need innovated ways to develop new parts in response to the evolution of standards and performance of such products.
For several years, Hirose Electric has considered introducing a 3D printer to speed up its product development cycle. After through evaluation, we introduced multiple printers including BMF’s microArch S140.
How Hirose Electric was introduced to BMF’s microArch 3D printer
Share Lab Editorial Department (Share Lab): Why did you decide to introduce a 3D printer?
Mr. Koyama: I belong to the AI department at Hirose Electric. Here AI means Advanced Idea, not artificial intelligence. Positioned as a department that researches cutting-edge manufacturing technology, we are researching various technologies for product development.
Among them, we are looking at utilizing 3D printers. We were considering whether it could be used to shorten the lead time of product development.
Share Lab: You mentioned shortening the lead time; is 3D printing mainly used for “prototyping”?
Mr. Koyama: Yes. Designers begin the process in their heads and with drawings, but there are many points where they need to be able to see and touch their designs to see if it would really work in this form.
The connector needs to be mounted to the board. If the part can be held in a hand, we have to consider whether it is actually easy to install. If it is a connector that connects two boards together, we have to check if they can actually be mated.
The requirements for connectors change depending on the industry in which they are used, so our designs change accordingly. For different designs, we have to make different prototypes and prototype parts. There are many parts that cannot be made without making a mold, so it took about a month to make a prototype. To shorten the development period, we began to consider whether it would be possible to form a prototype with a 3D printer, and actually mount it on the board and check the fit.
The decisive factor for Hirose Electric’s use of BMF’s printer was that “impossible became possible”
Share Lab: What kind of model were you looking at when considering the introduction of a 3D printer? What kind of features did you look for at that time?
Mr. Koyama: We considered various 3D printer manufacturers. Connectors are very small and precise parts, so it was a requirement that small parts could be molded with precision and accuracy. FDM 3D printers, which use filaments as materials, lacked the necessary precision, so we focused on stereolithography. Colors and textures were not important to reproduce. It was important to be able to reproduce the shape exactly according to the design data.
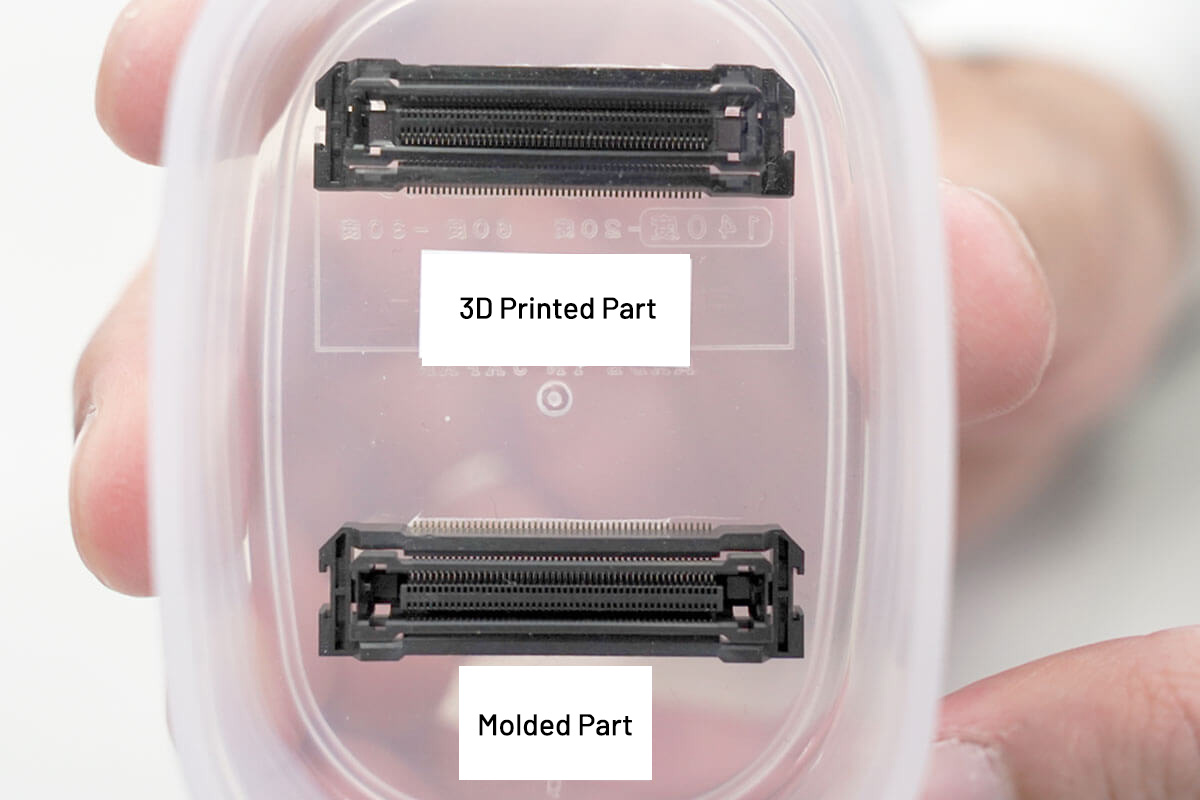
In the end, we narrowed it down to a few models. The connectors we handle are only a few mm wide and 1mm high, and the connector pins have holes at intervals of 0.4mm. If the gap between the holes is not correct, the pins will not fit correctly. A fit test is performed, so accuracy of parts is required. The microArch S140 was the only 3D printer that could meet our precision and accuracy requirements for the smallest of details. I think the decisive factor in introducing it was that it made possible what was impossible until now.
Share Lab: So, did you make a prototype with a BMF 3D printer before you purchased it?
Mr. Koyama: Yes. We received prototypes from BMF as well as other manufacturers based on actual parts and conducted a comparative study.
Share Lab: Is the BMF 3D printer the only one you have actually installed?
Mr. Koyama: No. BMF’s 3D printers are capable of molding small and precise parts. Some of the parts we handle have large connectors, so we use different 3D printers for those.
Molding a connector that accurately inserts metal terminals at intervals of 0.4mm
Share Lab: What kind of parts are you actually molding? How often do you use the printer?
Mr. Koyama: Our S140 runs almost 24 hours a day. When BMF’s 3D printer is in continuous operation, it has to be restarted once a week. Here is a part that we actually print.
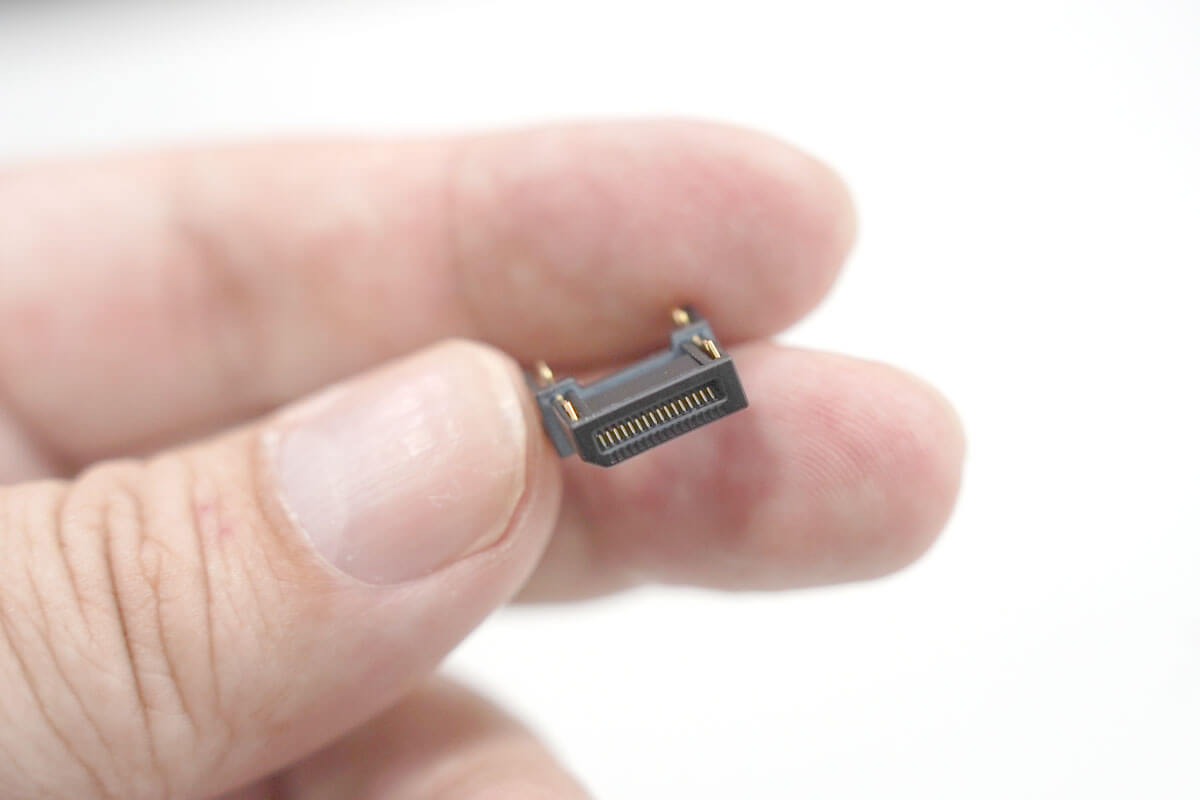
Share Lab: It’s a very small part. It looks like a USB cable.
Mr. Koyama: We also make connectors at the ends of these cables. As you can see, we combine metal parts and resin parts. We are checking whether they work properly when they are connected. This connector is designed to be removed while pressing the button. We use 3D printed prototyped to verify the functionality.

Share Lab: Hirose Electric is working on connectors in three fields: smartphones, automotive, and industrial equipment. What are the differences in the development period and characteristics of each connector?
Mr. Koyama: Each field has its own characteristics.
Connectors for smartphones have a short development cycle because the models keep changing. Small and precise connectors are also required. Standards for the exchange of electric power, signals, and communications evolve rapidly so the development cycle is very fast.
When it comes to connectors for in-vehicle devices, we need to ensure that the people who assemble and maintain them can use them without fail. It is necessary to create products that provide positive feedback to the user when used correctly, such as making a “click” sound when the connector is properly engaged. This is difficult to understand in simulation, so I would like to confirm it by making a prototype.
To put it simply, connectors for industrial equipment are “solid”. Robust and durable. Although it is called a shell, consideration has been given, such as making the connector’s wing part metal.
Share Lab: The development cycle is fast, requirements change depending on the application, and various shapes and performance are required even if it is a connector.
Mr. Koyama: Yes. They differ in size and in how they are used. That’s why I spent nearly a month trying to make a simple prototype and checking the feeling of use such as whether it clicked into place or whether it could be fitted by hand. With a 3D printer, we were able to create a system that would enable verification within a few days so the speed of development has definitely improved.
Share Lab: Considering the simple type, you can reduce the cost and lead time. I can tell that it had a great effect. What are your plans for the future?
Mr. Koyama: Currently, only a few members use BMF 3D printers in response to modeling requests from various departments within the company. We are thinking of expanding this range to continue increasing the development speed.
Mr. Koyama, Hirose Denki:
“We plan to expand the operation so that it can be used more freely, partly due to an increase in internal requests.”
What are your hopes for the future after using a 3D printer that can create μm?
Share Lab: Do you have any requests for such functions?
Mr. Koyama: I don’t think it’s easy, but I would be happy if there was a material that could withstand temperatures of 250 degrees or more. A small connector must be mounted by applying heat to the board, so it may warp at that time. For parts that do not require precise modeling, I hear that other manufacturers’ equipment can be substituted, but precision parts cannot be produced without BMF’s 3D printer. Currently, we are working on a combination of both, but I would be happy if we could do it all at once.
I would be happy if I could make parts even faster.. I’ve been using the printer for 24 hours now, but the waiting time is starting to come up. It would be helpful if the laser irradiation method that is divided into 25 is more efficient, or if there is a method that allows for faster modeling.
Share Lab: It’s a request that tells us that it’s really being used. Mr. Tamura from BMF, what do you think?
Mr. Tamura: We are still working on the development of heat resistant materials over 250 degrees. Currently, we have achieved a temperature of 217 degrees, but it is quite difficult to ensure a higher heat resistance while enabling precision modeling. The voices I hear like Mr. Koyama’s will be the seeds of further improvement.
BMF has some production-level printer models that can significantly reduce the molding time. Since it is a stereolithography 3D printer, after applying UV light with the DLP method, the printer is set at the modeling position of the next layer. However, the liquid resin surface is wavy. Since the thickness is in the order of microns, we have to wait until the surface of the liquid is smooth before exposing it to light again. Our roller system, available on production-level printers, can shorten this wait time. The roller mechanism reduces overall build time by more than 40%.
Continuous improvement continues, such as the roller system that greatly shortens the molding time by minimizing the flow time
Mr. Koyama: It’s good to hear that the waiting time is shortened. It’s still running almost 24 hours a day, so it’s very attractive to be 40% faster. I will look into it.
Possibilities of 3D printers for microfabrication adopted by companies working on the global market
The final part will be manufactured using conventional methods, but the prototype will be modeled using a 3D printer. Such efforts have begun in earnest in the Japanese manufacturing industry. However, few companies know that it is possible to purchase 3D printers in Japan that are capable of prototyping parts with a height of 1mm and a width of several mm.
This interview revealed that top players such as Hirose Electric who are leading the world market are already mastering it and are achieving both speed-up of the development process and cost reduction. For Japanese companies competing in the global market, shortening the development period is a constant goal to keep up with their competitors. It will be necessary to try it out to see if 3D printers can accelerate prototyping and produce cost benefits.
This interview was conducted, written and photographed by ShareLab, a company that specializes in Japanese commercial 3D printers and AM (additive manufacturing). From explanations of basic knowledge such as prices and modeling methods of commercial printers, search and comparison of resin and metal 3D printers, industry news and event information, and other useful information for considering the introduction of commercial printers. This summary was translated from Japanese and the full interview can be read here.
More Boston Micro Fabrication Coverage
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News